
焊接是现代工业的基础工艺,覆盖多个关键行业。
机械制造:机床床身拼接、齿轮与轴的连接、压力容器焊接。
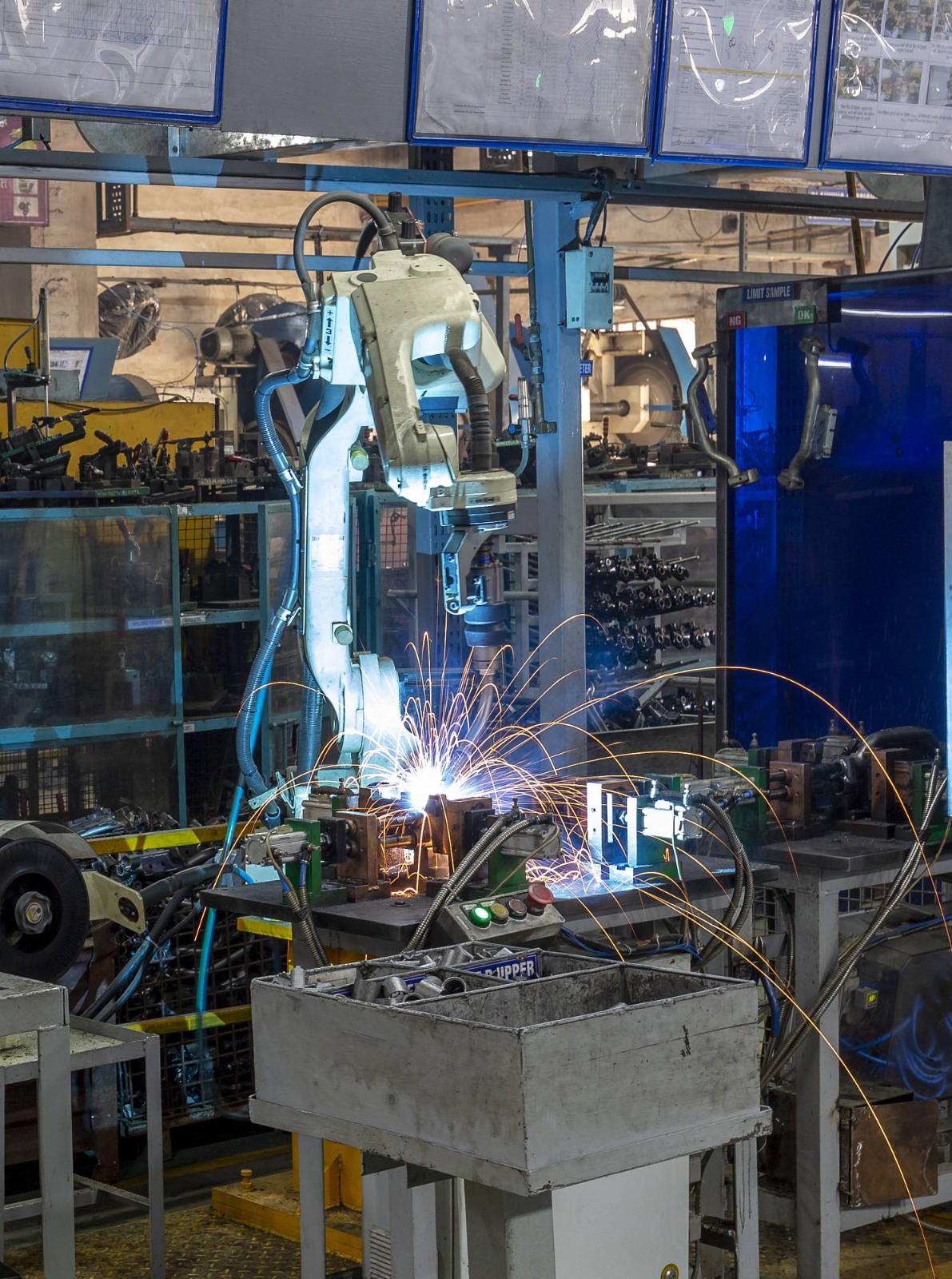
交通运输:汽车车身焊接、船舶壳体焊接、铁路轨道对接。
建筑工程:钢结构厂房的梁柱连接、桥梁钢结构焊接、高层建筑预埋件固定。
电子电器:电路板上元器件的锡焊、锂电池极耳焊接、电机绕组连接。
工件预处理
清理工件焊接接头处的油污、锈迹、氧化皮,可使用砂纸打磨或溶剂(如酒精)擦拭,直至露出金属本色,避免杂质导致气孔、未熔合。
若工件厚度较大(如>10mm)或材质为高强度钢,需按工艺要求进行预热,预热温度通常为 150-350℃,用测温仪确认温度达标,防止焊后裂纹。
异常情况处理
若出现电弧不稳(如断弧、飞溅过大),先暂停焊接,检查电缆连接是否松动、焊条是否受潮(受潮焊条需烘干,温度 100-150℃,时间 1-2 小时)。
若发现焊道出现气孔、裂纹,立即停止操作,分析原因(如工件未清理干净、参数不当),处理缺陷(如打磨去除缺陷部分)后,重新按工艺焊接。
焊后检查与处理
对焊接接头进行初步目视检查,确认无明显气孔、裂纹、未焊透等缺陷,测量焊道尺寸(如高度、宽度)是否符合图纸要求。
按工艺要求进行焊后处理:若需消除内应力,进行去应力退火(温度 550-650℃,保温 1-2 小时);若需防锈,对焊道进行喷漆或镀锌处理。
